

更新时间:2024-12-25 04:17:49 浏览次数:4 公司名称:聊城 鑫泽金属制品有限公司
| 最小起订 | 50公斤 |
|---|---|
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽制品 |
| 产品规格 | 直径3-100 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 根据需求 |
| 产品颜色 | 光亮 |
| 质保时间 | 精密冷拉 |
| 外形尺寸 | 圆型 |
| 适用领域 | 轻工农机械制造 |
| 是否进口 | 否 |
| 质量认证 | 冷拉光亮 |
| 产品功率 | 1000 |
| 工作温度 | 1500 |
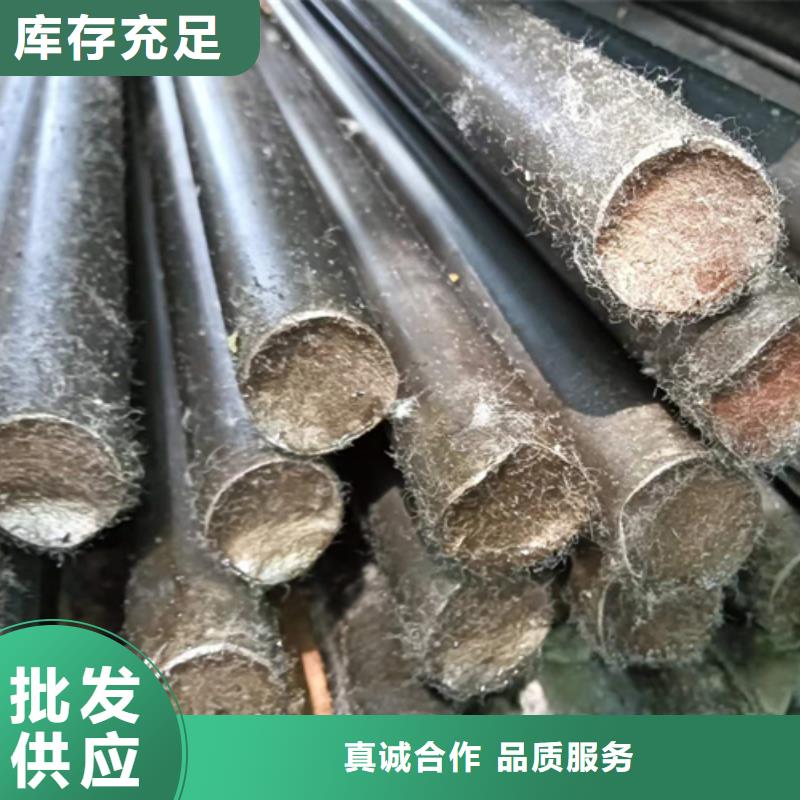


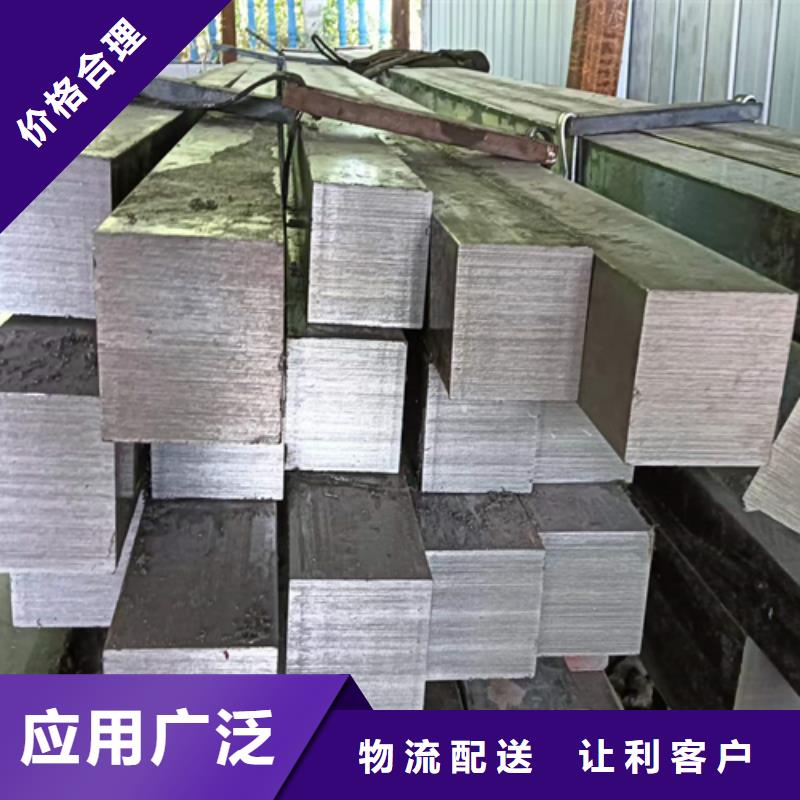

随着冷拔圆钢的增多,人们要想办法把他放起来,以便更牢固的堆放。下面来讲讲堆放的遵循标准。1、堆积的标准应牢固,在保证安quan的标准下,保证按类型、规格和型号堆积,不同种类的原材料应分别堆放、混合和侵蚀。2、严禁在堆放场所周围存放对冷拔圆钢有腐蚀作用的物品。3、婴儿床底部应抬高、牢固、平整,以避免原料回潮或变形。4、在仓单中堆叠相同的原材料有利于执行起始标准。5、如果堆放在桩外,则应放置。底部需要有木垫或青石,堆放面略倾斜,便于排水管。注意原材料的垂直摆放,避免弯曲变形。6、人工堆放的冷拔圆钢高宽比不超过1.2m,机械设备不超过1.5m,堆放宽度不超过2.5m。7、堆垛与堆垛之间有一定的安quan通道,检测通道一般为0.5m,安quan进出通道取决于原材料和运输机械的大小。一般为1.5-2.0m。8、桩的底部被抬高了。如果仓库是朝阳区的混凝土地面,可以抬高0.1m如果是这种泥路,要抬高0.2-0.5m。冷拔圆钢冷拔圆钢是一种精度很高的圆钢。该材料经过淬火和回火,可直接用作轴。对应的普通圆钢就是我们常用的建筑用圆钢。提供的热处理状态是“标准化的”,尺寸精度和材料都是普通水平。只有遵循一定的堆垛标准,才能更好地保证冷拔圆钢的质量。
平凉冷拉精密光亮棒服务至上
冷拉扁钢体积怎么算:简单介绍冷拉圆钢的检验标准冷拉圆钢是一种精度很高的圆钢,它所用的材质是经过调质处理的,因此可以直接用来做轴,不需要再加工的。这样一来,不仅简化了工艺,同时对提高冷拉圆钢的品质精度都有很大的好处,接下来就为大家介绍冷拉圆钢的生产检验标准。冷拉圆钢对应的普通圆钢,其实冷拔圆钢就是我们常见的用于机械加工的圆钢,冷拔圆钢供应的热处理状态是正火,无论是尺寸精度还是材质都是普通级别的。不管是冷拉圆钢或是圆钢其形状都是圆形的,但是冷拉圆钢表面很光滑,尺寸精度很高,它的机械性能高,由于尺寸精度高不经加工可直接使用。按照相关标准规定,生产的冷拉圆钢其规格应该控制在Ф3mm-Ф100mm,而且涉及到的材质也有很多,包括碳素钢、优质碳素钢、合金钢、易切削钢、冷镦钢等,比如Q215、Q235、35#、、20Cr、40Cr、20CrMo、GCr15等。为了确保其品质达到要求,相同级别和相同直径的冷拉圆钢每20T为一批进行检验,每批圆钢外观经逐根检查合格后,再从任选的两根圆钢上各取一套试件,按照现行标准的规定进行拉力试验,试验的项目包括了屈服强度、抗拉强度、伸长度和冷弯试验等。圆钢冷拉后,其表面不得有裂纹和局部缩颈。冷弯试验后,冷拉圆钢的外观不得有裂 纹、鳞落或断裂现象。只有达到质量标准的冷拉圆钢才能被广泛应用于五金工具、汽车配件、标准件、紧固件、普通轴类等,涉及到的行业有机械制造、轻工、五金、纺织机械、变压器等其他机械行业。所以在生产冷拉圆钢的时候,首先材质的选择要合理,然后通过正确的工艺使得冷拉圆钢成型;当然后续还有可能会对其进行其他处理,使得产品能满足实际应用的要求。
 <平凉>鑫泽金属制品有限公司
<平凉>鑫泽金属制品有限公司
 平凉冷拉精密光亮棒服务至上
平凉冷拉精密光亮棒服务至上

钢材经过不同工艺的处理会表现出不同的特性,比如热轧之后的钢材的抗磨和抗腐蚀性都优于其他钢材,冷拔圆钢型钢的刚性强度增大,而韧性则会显著降低。那么为什么钢材经过工艺处理之后会在性能上表现出那么大的差异呢?这一过程中涉及到物理和化学两种变化,各个工艺处理对其表现都有一定的影响。冷拔圆钢加工工艺是一种加工硬化工艺,处理中钢材的塑性变形会逐渐增加,此时伴随着刚性强度和硬度增加的同时,其韧性和可塑性都会出现大幅度的下降。加工硬化现象在很多材料的处理中都有表现,而在冷拔圆钢钢生产过程中表现更加明显。钢材在冷拔圆钢之后的屈服强度提高并且具有很好的抗压性。之所以出现强度和硬度都明显增强是与其加工工艺有关的,在冷拔圆钢处理中,钢材的屈服点逐渐提高从而实现抗拉强度的大幅,钢筋材料的抗压强度不会有明显的,即使是在冷拔圆钢之后,但是其屈服强度的提高幅度非常大,而破坏强度不会。因此在钢材工艺处理中对钢材的抗拉特性和破坏强度的改变有不同的表现,冷拔圆钢工艺则更加注重材料的刚性强度,同时降低材料在使用中出现的塑性变化趋势。
 平凉冷拉精密光亮棒服务至上
平凉冷拉精密光亮棒服务至上
(一)成品冷拔圆钢产生椭圆的原因及调整:1、成品圆钢产生椭圆的原因有:(1)成品孔错牙。(2)对角线位置磨老。(3)进口导板偏斜。2、成品圆钢产生椭圆的调整方法:(1)若是成品孔错牙,需将下辊往对角线直径短的一侧移动,其移动的距离约等于两对角线差的一半,即可将对角线直径不相等的缺陷纠正过来。(2)若是轧槽磨老必须换槽。(3)若属于进口导板倾斜,应将导板调正。(二)成品圆钢的水平直径和垂直直径不合也会形成椭圆。它主要有以下几种情况:(1)圆钢的水平直径大,垂直直径也大。应使成品前的椭圆轧件高度缩小,即使成品前上辊适当降下(尺寸调小),成品的上辊适当下降(尺寸调小)。如果成品前的椭圆因上辊的下降产生耳子,应使进人椭圆的立椭圆轧件适当缩小尺寸。如果缩小进人椭圆的立椭圆轧件,亦产生过充满现象时,应同样往前一孔调整,使其过充满现象。(2)如果圆钢的垂直直径稍大,水平直径正好,如前所述,应降下成品前孔上辊和降下成品上辊。(3)圆钢的垂直直径正好,水平直径稍大,应使成品前椭圆件高度缩小。(4)圆钢的水平直径比规定的小时,应使成品轧辊上辊适当降下;如仍然小时,则使成品前椭圆放大。(5)圆钢的垂直直径比规定的小时,而水平直径正好或较小,应放大成品前椭圆断面尺寸,成品上辊亦适当上升。如果水平直径较大时,只将成品上辊适当升起即可。(6)成品孔进口导板偏斜也会造成水平直径大,同时一侧有鼓棱,严重时形成耳子。